歡迎登陸河北恒翔金屬制品有限公司官網(wǎng)
Reicamp Instrument product classification
鋼筋套筒生產(chǎn)加工中普遍的難題
鋼筋連接套筒生產(chǎn)加工一般為加工廠產(chǎn)業(yè)化制造,環(huán)境,生產(chǎn)制造加工工藝及職工的實際操作水準常有嚴苛的操縱,因而品質(zhì)相對穩(wěn)定,有確保,但在制造和應(yīng)用時還應(yīng)留意下列難題。

1鋼筋連接套筒毛坯生產(chǎn)加工
(1)鋼筋連接套筒直徑或長短不適合
缺點造成緣故:
1原料規(guī)格不科學,進給量過小。
2原料生產(chǎn)加工前出現(xiàn)彎折沒有矯直
3機器設(shè)備出現(xiàn)異常,使生產(chǎn)加工鋼筋連接套筒的直徑出現(xiàn)錐度
4實際操作職工沒有依照工程圖紙生產(chǎn)加工。
改正對策:
1調(diào)節(jié)原料規(guī)格型號,預(yù)埋適度的進給量
2原料開料前解決彎折的圓鋼立即矯直
3檢修機器設(shè)備,并對已生產(chǎn)加工好的毛坯開展直徑的錐度查驗
4提升職工的技術(shù)培訓,提升質(zhì)量檢測
(2)鋼筋連接套筒毛坯內(nèi)螺紋與外圓不一樣軸
造成緣故:
1毛坯制作工藝存在的問題
2生產(chǎn)加工孔壁時車床卡盤沒有卡正在連接套筒規(guī)格內(nèi)孔
3機器設(shè)備精密度不足
改正對策:
1調(diào)節(jié)毛坯制作工藝
2提升職工的技術(shù)培訓
3調(diào)節(jié)機器設(shè)備精密度
鋼筋連接套筒的螺紋加工
(1)鋼筋連接套筒螺紋中乾大徑小路規(guī)格偏差,通規(guī)根據(jù)止規(guī)也根據(jù)
缺點造成緣故:
1選用絲錐生產(chǎn)加工外螺紋時,關(guān)鍵是絲錐中徑稍大,絲錐旋轉(zhuǎn)出現(xiàn)晃動,會是聯(lián)接套筒規(guī)格兩邊外螺紋中乾造成錐度。
2選用旋風銑生產(chǎn)加工外螺紋時,機器設(shè)備可靠性不夠,鏜刀彎曲剛度不足造成聯(lián)接套筒規(guī)格兩邊螺紋中徑造成錐度。
改正對策:
1螺紋加工前,解決絲錐大徑,中徑開展查驗。
2調(diào)節(jié)機器設(shè)備,提升精密度及可靠性。
3增加相對數(shù)控刀片的彎曲剛度。
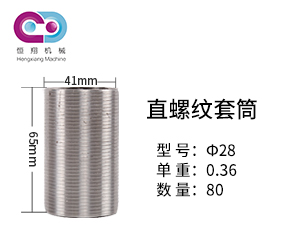
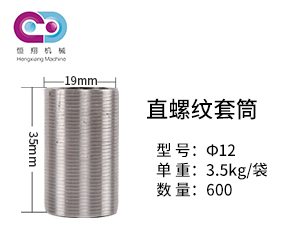
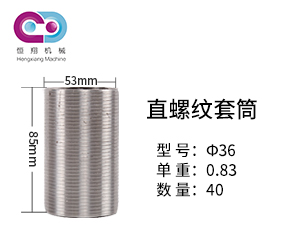
專業(yè)生產(chǎn)直螺紋鋼筋套筒、冷擠壓套筒、鋼筋灌漿套筒、正反絲套頭筒、變徑套筒、墩粗套筒頭及鋼筋剝肋滾/車絲機、全自動冷擠壓機、墩粗機等設(shè)備,河北恒翔從研制、設(shè)計、生產(chǎn)、銷售全流程跟蹤,以優(yōu)質(zhì)的服務(wù),低廉的價格,為客戶提供可靠的產(chǎn)品。
河北恒翔金屬制品有限公司
地 址:河北省衡水市工業(yè)園區(qū)
電 話:18632802355
電子郵箱:460207955@qq.com
備案號:冀ICP備19031964號-1
全國服務(wù)熱線

掃一掃添加微信